
Вы здесь
Самодельный экструдер кормов. Страница 10 из 144


Самые популярные темы
- Самодельные минитракторы. Часть 4
- самодельные минитракторы
- Трактор "Бизон" - вопросы, ответы, обсуждение
- Изготовление с-х техники для фермеров в домашних условиях
- Самодельные минитракторы. Часть 5
- Сварочные аппараты, расходники и технология сварки. Часть 2
- миниэксковатор . Часть 2
- Самодельные минитракторы - 2. Продолжение
- самодельные приспособления для обработки металов (токарные, фрезерные станки и др)
- Самодельная телега
У меня тоже острый конус с тремя проточками, я думаю скорее всего залипает и пригарает из за не достаточной влажности. После запуска когда головка ёщё холодная продукт выходит экструдированный, температуру измерять не возможно стренг очень горячий а головка холодная и лиш через 15-20 минут работы когда прогреется фильера на датчике температуры вы увидите стабильную температуру. Вот режим влажности для экструдеров Бронто (Параметры сырья для экструдеров BRONTO
Необходимо учитывать, что повышение влажности исходного сырья на 1% снижает температуру процесса на 10ºС и, в случае невозможности достижения заданной температуры, необходимо проверить влажность исходного сырья.
Оптимальная влажность сырья:
- кукуруза 14,3…15,3%
- пшеница 14,7…15,7%
- ячмень 14,5…15,5%
- горох 15,5…16,5%
- соя 10,0…12,0%
ПРИМЕЧАНИЕ. При указанной влажности исходного сырья вода для процесса экструдирования не используется.) Меня только мучает вопрос чем они увлажняют, если не водой, я использую воду.
Извини,что заставил ждать-в поле работаем. Угол конуса примерно 95 -100 градусов.
Спасибо, Grin! Я и не сомневался, что Вы померяете, - так и знал - что заняты, - освободитесь и сделаете.
Спасибо всем за отзывы на мою проблему ...пока ещё ничего недобился.. просьба к Grin и Rronos опишите как вы вначале запускаете свои экструдеры
MELLNIK, померяйте еще профиля шнеков (высота х ширина основания х ширина верха)
и опишите, как соединены половинки шнека, какая там резьба?
Вообщем слушай, как я запускаю свой включаю сначала основной двигатель, потом подачу сырья, когда сырьё начинает сыпатся в шнек беру воду и подливаю обильно в смесь когда с фильеры из всех пяти дырок начнёт выходить продукт в виде макарон воду уже не подливаю у меня висит 10 литровая канистра и капельница вот ей и увлажняется остальное сырьё, потом перекрываю ключём четыри пусковых дырки и пошёл процес экструзии ну что бы было понятно выложу фото моего экструдера.
Файлы:
_ssverhu.jpg
Не хочет с одного раза загружать фото
Файлы:
_pshenica.jpg
1_166.jpg
_ekstrudera.jpg
_korm.jpg
_v_rabote.jpg
Вот это силища!!! Особенно "в работе" впечатляет!
Особенно "в работе" впечатляет!
KRONOS, а фото фильеры изнутри нету?
Конечно есть, у меня хоть и не самодельный экструдер но может кому и польза будет.
Файлы:
1_167.jpg
Всем привет а на мучке непробовал работать
На мучке не пробовал, на КДУ двигатель сгорел, зделаю попробую для эксперимента, в принципе и так нормально. хорошо получается когда сырьё заранее отвалаживаеш то есть зараннее увлажняеш производительность повышается и качество.
Как раз мучаюсь с маслопрессом. Похоже там давление не на зеерные щели направленно а вдоль их. Вот когда шнек изнашивается, тогда в эти щели начинает выдавливать шрот.
Может кто пользуется маслопресом? Какие обороты, размер шнека и шаг витков? Какая при этом производительность? А то у меня шнек 75 мм шаг 24мм. 70 оборотов в минуту, и при этом только 30 кг семян в час пережимает.
Понемногу собираю до кучи.
Сергей, я просто поражен!!! Сильная работа...

Размеры "как у Grina" или другие?
Дайте немного ключевых размеров:
диаметр вала -
диаметр шнека -
ход шнека, размеры профиля канавки -
длины всякие (корпусов, шнеков) -
стали применяемые ?
Измельчительные шайбы я вижу тоже будут?
А корпус прокручиваться не будет? Не видно никаких фиксирующих проточек....
Здравствуйте!
Прочитал полностью данную тему. Сам я конструктор, подобным оборудованием не занимался, брат-фермер попросил помочь сделать. Из вышепрочитанного представляется вот такая конструкция рабочего органа (ничего нового, срисованная Вакулой копия черниговского экструдера Грина, один из возможных вариантов компоновки).
В связи с нарисованным несколько вопросов знатокам:
![]()
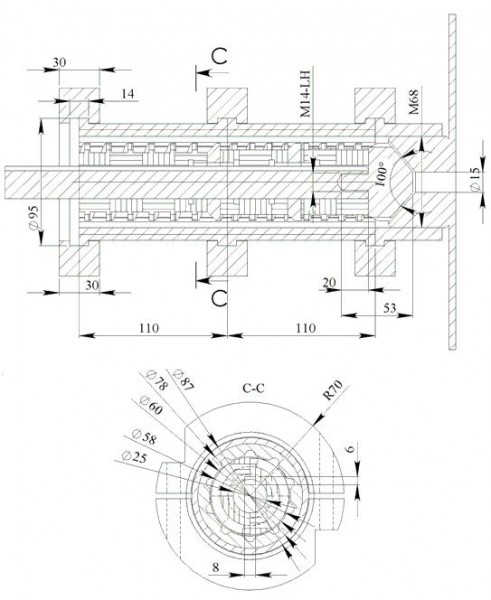
1. Соединение шнек-ведущий вал. Резьба или шпонки? Резьба проще, даже при крупном шаге не возникнет ли момент затяжки+тепловая деформация, в результате чего шнек станет неразборным, тем более не за что даже и ухватится (лысок под ключ нет)
2. Материал шнека. Сталь 45, 40Х…? 45…52 HRc, нужна ли цементация? Если наплавлять электродом (с этой технологией знаком только понаслышке) витки получается нужно делать тоньше. Какова толщина такой наплавки? Можно ли наплавлять высоколегированные стали (которые плохо свариваются)?
3. Крепление втулок с пазами. Достаточно ли тугой посадки в корпус? Нужна ли термообработка? Можно ли сделать не трапецеидальные, а прямоугольные пазы?
4. Какой угол – острый или тупой всё-таки лучше для насадки. 70 или 110?
Следующие вопросы из-за незнания усилий, прилагающихся в процессе работы к шнеку.
4.Основной вал диаметр 25 мм. Достаточно ли? Нужна ли термообработка?
5. Каким образом прикрепить внутренний вал 25 к валу-основе (который закреплен в подшипниках)? Шпонка, можно даже 4 или прогнать насквозь пальцем, допустим диаметром 8 мм. Делать одной деталью по-моему неудобно.
6. Выбор подшипников. Вакула на своих эскизах предлагает конические упорные однорядные. Слышал мнение о том, что их можно использовать при достаточно незначительных осевых нагрузках, иначе износ и подклинивание. Неплохо вроде бы работает вариант шариковый+ шариковый упорный+шариковый (например, на установке брикетирования опилок). Недостаток- усложнение вала и корпуса.
7. Деревянный шкив. Вообще вижу впервые. Как это изготавливается? Вакула упоминал о варианте напрямую (через редуктор ) от двигателя, нужно ли в таком случае ставить муфту предельного момента на случай заклинивания механизма? Насколько это вредно для двигателя и для всего остального?
8. Насколько я понял, для подбора оптимального режима используется ШИМ-регулирование. Можно ли без этого как-то обойтись?
Буду благодарен за ответы и замечания по рисунку.
Размеры почти как у Grina. Шнеки фиксируються от проворота шпонками сечением 8*7,5мм.
Шнеки двух заходные, разной глубины и шага, старался сделать как у Grina. Профиль больше похож на прямоугольный. Размеры под подшипники 7609 и 308. Шкив еще не точил.
Asperus, пока нет времени даже прочитать...
Завтра отпишу комментарий по поводу Вашей конструкции...
Cергей1024, разрешите задать несколько вопросов:
1. Из какой стали (сталей) все это изготавливалось.?
2. Предполагается ли термообработка и какая?
3. Какие планируете ставить подшипники?
4. Не совсем понятна конструкция хомутов.
5. Как были сделаны спиральные канавки в корпусе? У Грина канавок 10, у вас -5. Этого достаточно?
Все кроме хомутов из 40Х.
Термообработку не успел сделать - термист в отпуск ушел. Пока что посмотрю, как быстро износится. Потом закажу еще шнеки и термообработаю.
Про подшипники уже писал, радиально-упорный роликовый 7609 и на хвосте шариковый 308.
Хомуты как у Grina.
"Этого достаточно" - не знаю.
Высокоуглеродистые стали не цементируют!!! Вы точно конструктор?

Наплавлять конечно можно и сармайтом, но уже после того как ОНО заработает. Я думаю сталь 40Х, 45 пойдет. Некоторые ставят 110Г2Л по незнанке, - при таком истирании как в экструдере отличий от 45-ой никаких. Спасение в закалке "по максимуму".
Высоколегированные стали свариваются прекрасно!!!
Нужна, не желательно.
В моем проекте 90. Что лучше - нужно эксперименты....
Для каких мощностей? Вы точно конструктор? Это же самое простое в конструкторских расчетах!!! Стыдно даже спрашивать!!! (Подсказка: не достаточно)
Это же самое простое в конструкторских расчетах!!! Стыдно даже спрашивать!!! (Подсказка: не достаточно)
Изучите расчеты по подшипникам и докажите, что 7209 не подойдет....Прикиньте хотя бы осевое усилие от шнека, тогда поговорим....
Упоминался мотор-редуктор, а не отдельный редуктор. Муфта не нужна если все рассчитано правильно. При перегрузке 3ф мотор просто остановиться и сгорит если тепловое реле его не вырубит раньше.
если тепловое реле его не вырубит раньше.
Нету там никаких ШИМ-регуляторов, - там 3-х фазные двигателя с постоянной частотой вращения....

И НИКОМУ НЕ ГОВОРИТЕ, ЧТО ВЫ КОНСТРУКТОР!!!!! хотя может "китайской" техники....
Термообработку можно сделать и позже, если будет "продукт" выходить....
Сергей, если можно, киньте мне несжатые рисунки на as-www-sa@yandex.ru
Вакуле:
Посмеялись - и славненько. Наличие большего опыта и знаний - не повод для надменности
Какие усилия действуют на шнек? Назовите примерные цифры для расчета. Вопросы о валах и подшипниках отпадут.
Ваших чертежей, кстати, я пока не заметил...
Сергей1024:
Большое спасибо за ответы по сути. Хотелось бы поподробнее рассмотреть общую сборку. Перезалейте пожалуйста в лучшем качестве. Или на форум или на passer-by@ukr.net/
Отвечу как для конструктора: давление 5 МПа, диаметр камеры 60 мм.
Этого достаточно чтобы в 4 операции посчитать осевую нагрузку.
Как-раз звание КОНСТРУКТОРа и подразумевает наличие как минимум знаний.

А Вы не знаете элементарного...
Ну ничего, тут мы Вас научим...
Пожалуйста, отсылаю чертежи, которые токарю давал.
Сергей, еще раз спасибо.
Что вы думаете с шкивом? Фанерный, стянутый
двумя крышками, как у Грина?
Хомуты. Приварить с двух противоположных сторон симметрично втулки с готовыми отверстиями и распилить пополам. После в одной половинке нарезать резьбы, другую - рассверлить. Так?
Шкив металический.
Хомуты уже разрезал, а теперь приварю по две втулки. Потом стяну болтом с гайкой.
Но это не критично....
Asperus, а на какую мощность (производительность) Вы рассчитываете?
Вопрос к спецам-конструкторам: какая разница межну винтовыми канавками и прямыми канвками в корпусе экструдера и какие делать лучше?
Я сам токарь-фрезеровщик и у меня есть все необходимое для нарезки канавок от прямой до винтовой с шагом 192 мм.
И еще порекомендуйте мне какие подшипники лучше ставить (нужен номер подшипника), остановился на роликовых-конических. Шнек делаю диаметром 58 мм.